
建築現場の墨出しにおいて、どうしても誤差やズレが発生してしまう主な原因は、避けることのできない累積誤差にあります。「図面通りに測っているはずなのに、なぜか最後で数値が合わない」と現場で頭を抱える方も多いのではないでしょうか。
実は、どれほど注意深く作業しても完璧にズレをなくすのは不可能ですが、その性質を正しく理解すれば致命的なミスは未然に防げるのです。
本記事では、計測器具の特性から精度を守るための具体的な振り分け手法まで、プロが実践すべきノウハウを網羅しました。読み終える頃には、手戻りのない確実な施工を実現するための、ワンランク上の技術が身についているでしょう。

建築現場で墨出しの誤差やズレが起きる原因と累積誤差
建築現場において、墨出しの精度は建物の品質を左右する非常に重要な要素です。
まずは現場でなぜ誤差が生まれるのか、そのリアルな実態から見ていきましょう。
現場のリアル
ハルキ、現場で「たった数ミリのズレだし、まあいいか」なんて思ってないか?
墨出しの世界では、そのわずかな油断が後からとんでもない手戻りを引き起こすんだ。
現場は常に動いているし、床の凹凸や障害物、さらには作業者の体調ひとつで計測結果は微妙に変わってしまうのが現実だよ。
誤差をゼロにするのは不可能だけど、それを最小限に抑えようとする執念こそがプロの証なんだ。
俺も若い頃、数ミリをバカにして柱が垂直に立たなくなった苦い経験があるから、お前には同じ思いをさせたくないんだよ。
 職長イワキさん
職長イワキさんハルキ、現場の数ミリは仕上げの数センチだと思って向き合うんだぞ。
ミスの正体
墨出しにおけるミスの正体、それは「累積誤差」という恐ろしい雪だるまだよ。
一箇所の計測で発生した1ミリのズレが、次の計測、またその次の計測と繰り返されるうちに、最後には数センチの大きな狂いになって現れるんだ。
特に長い距離を測るときに、短いテープを何度も継ぎ足して使うのは絶対にやってはいけない。
この累積誤差を防ぐための管理ルールを徹底することが、現場の混乱を防ぐ唯一の方法なんだ。
ミスを隠すのではなく、誤差が積み重なる仕組みを理解して、先回りして対策を打つことが大切だね。
 後輩ハルキ
後輩ハルキ累積誤差って、放っておくとどんどん大きくなるから怖いですね……。
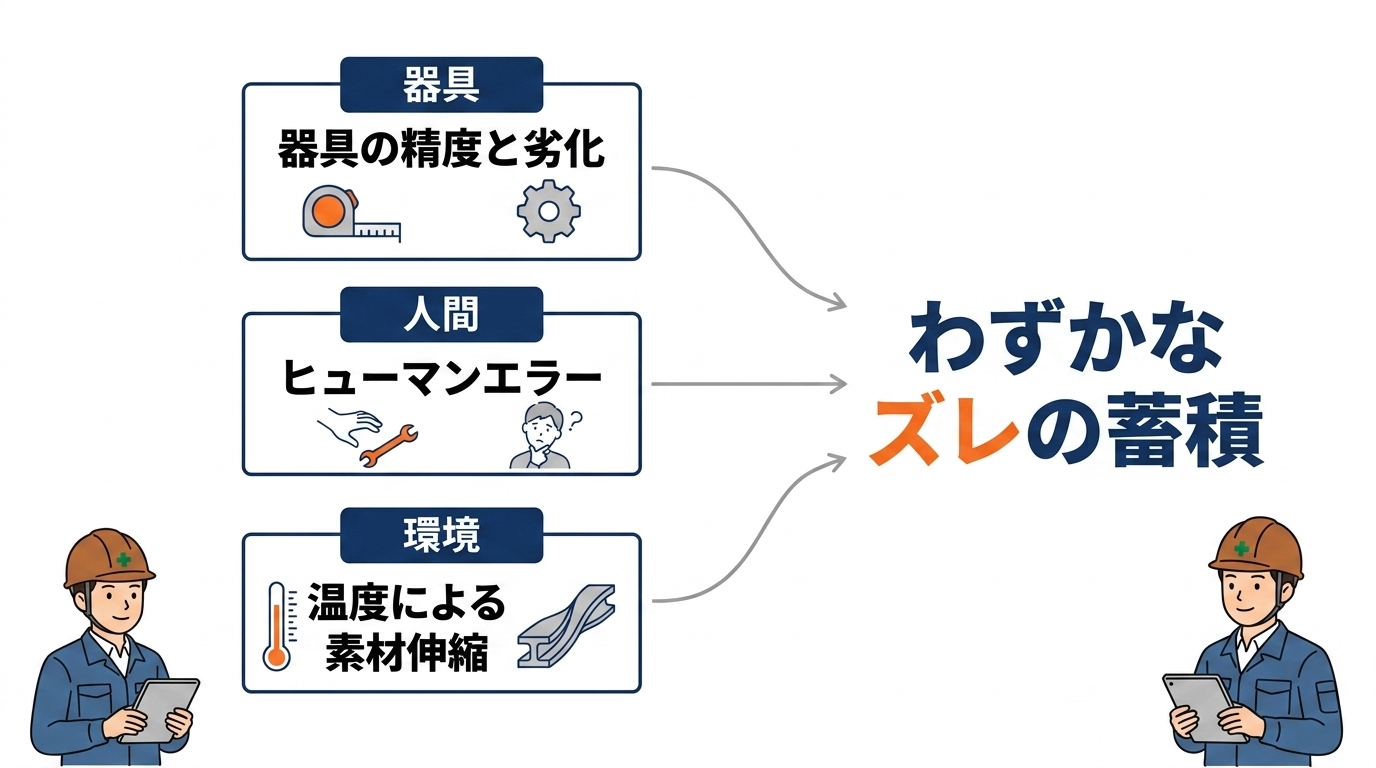
計測で発生する種類の違いを理解する
誤差にはいくつかの種類があり、それぞれの性質を知ることで適切な対策を立てることができます。
ここでは「定誤差」と「不定誤差」の違いについて解説していきますね。
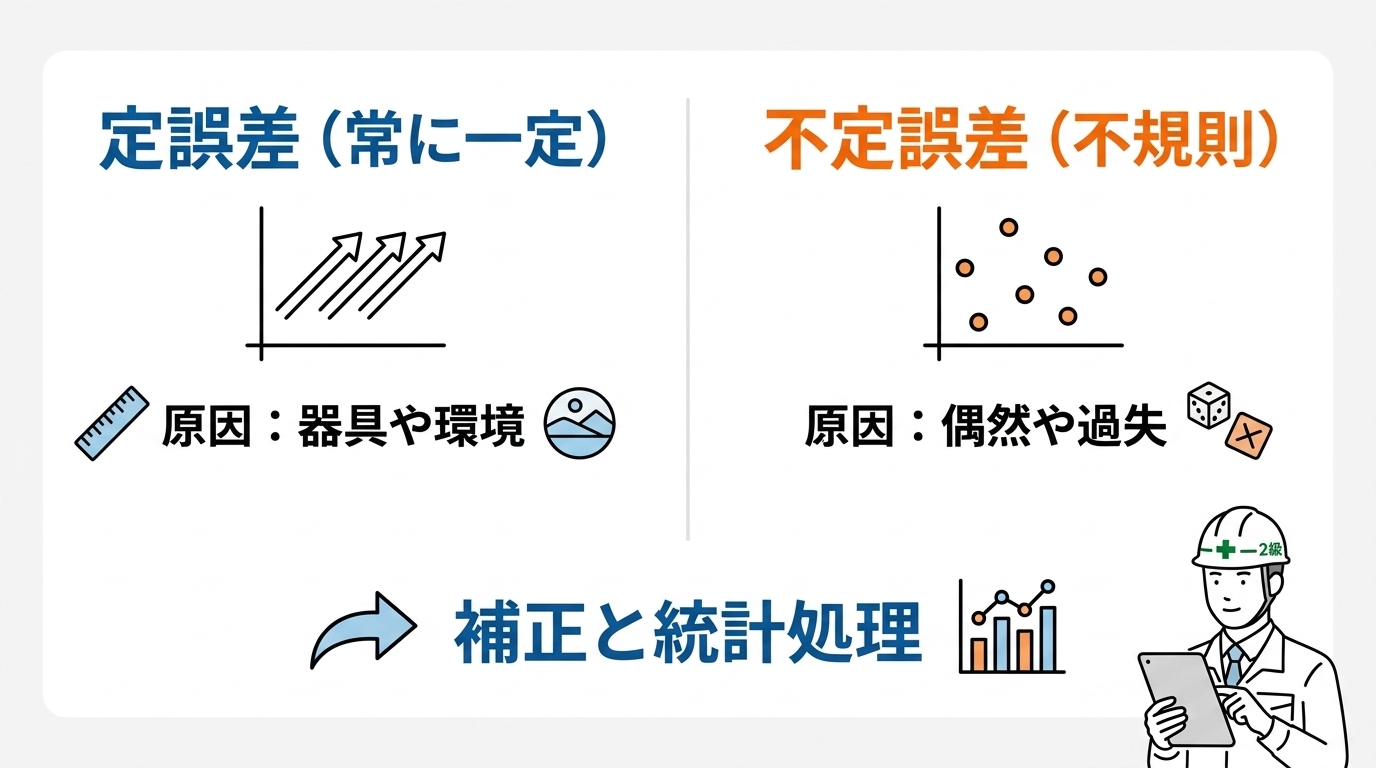
定誤差
定誤差とは、同じ道具を使い、同じ条件で測れば必ず同じ分だけ発生する「クセ」のような誤差のことだ。
例えば、使い古して目盛りがわずかに狂ったスチールテープや、製造段階で生じるわずかな寸法の違いがこれに当たるね。
これは道具の性質によるものだから、定期的な点検と校正を行うことで、あらかじめ補正することが可能だよ。
道具を過信せず、自分の持っている道具がどんなクセを持っているかを知っておくことが、精度管理の第一歩になるんだ。
- JIS1級などの高精度な計測器を使用する
- 複数のテープを並べて定期的に相互比較を行う
- 機器の校正証明書をチェックし、有効期限を守る
職長イワキさん道具のクセを知ることは、相棒の性格を知るのと同じくらい大切だぞ。
不定誤差
不定誤差は、定誤差と違って「いつ、どの方向に起きるか予測できない」気まぐれな誤差のことだよ。
目盛りを読み取るときの視覚のズレや、テープを引く力の入れ具合、風で下げ振りが揺れるといった偶然の重なりで発生するんだ。
これを防ぐには、複数人でのダブルチェックや、計測環境の整備が欠かせないね。
人間は必ず間違えるものだという前提に立ち、一人で完結させない仕組みを作ることが、不定誤差を最小化するコツなんだよ。
【用語解説】不定誤差とは、測定者の不注意や環境の急変などによって、不規則に発生する誤差のことです。
統計的に処理することは可能ですが、完全に予見することは困難とされています。
後輩ハルキ人間がやる以上、どうしても避けられないズレもあるんですね。
スチールテープと温度の影響
墨出しで最もよく使うスチールテープですが、実は環境によってその長さが変化することを知っていますか?
ここでは温度と張力が精度に与える影響について説明します。
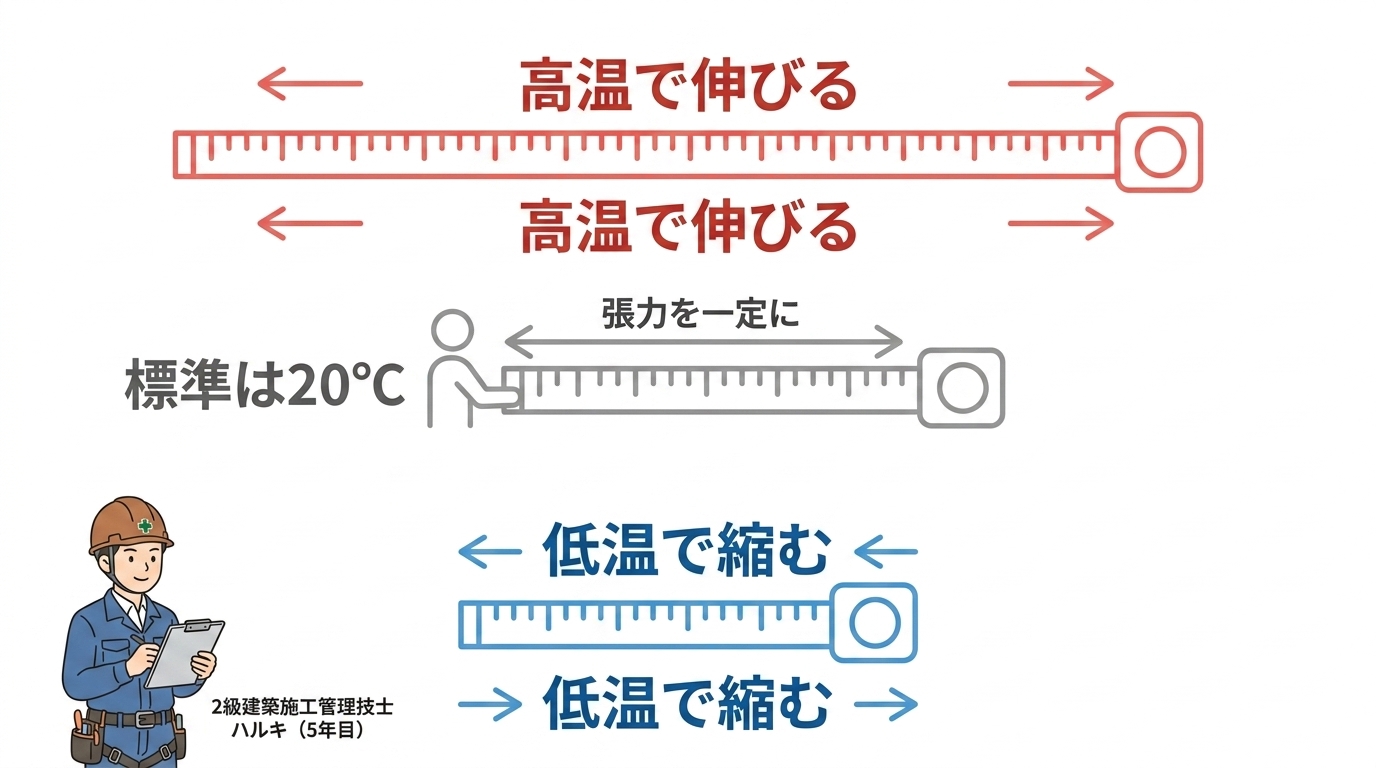
伸縮の特性
鉄でできているスチールテープは、温度が変わると目に見えないレベルで伸び縮みする特性があるんだ。
一般的に、温度が10℃変わると10メートルあたり約1.2ミリ変化すると言われているよ。
夏場の炎天下と冬場の凍えるような朝では、同じ距離を測っても結果が数ミリ変わってしまうのはこのためだね。
特に大規模な現場や、高い精度が求められる鉄骨工事では、温度補正計算を行うか、気温が安定している時間帯に計測するのが現場の鉄則だよ。
職長イワキさん夏と冬でテープの長さが違うなんて、最初は驚くよな。
正しい張力
テープを引く力、つまり「張力」も誤差を生む大きな原因のひとつなんだ。
テープをダラッと緩めて測れば実際より短くなるし、逆に親の仇みたいに強く引きすぎても微妙に伸びてしまう。
JIS規格では、通常50ニュートン(約5キログラム)の力で引いたときに正しい長さになるように設計されているんだよ。
現場ではバネばかりを使って張力を一定に保つのが理想的だけど、まずは感覚を統一するために、チーム内で「このくらいの力で引こう」と合わせることが重要だね。
張力を安定させるコツ
後輩ハルキ力の入れ加減ひとつで数字が変わるなんて、繊細な作業ですね。
精度管理に不可欠な手法
誤差を抑え込み、正確な建物を造るためには、現場で長年培われてきた特別な計測手法があります。
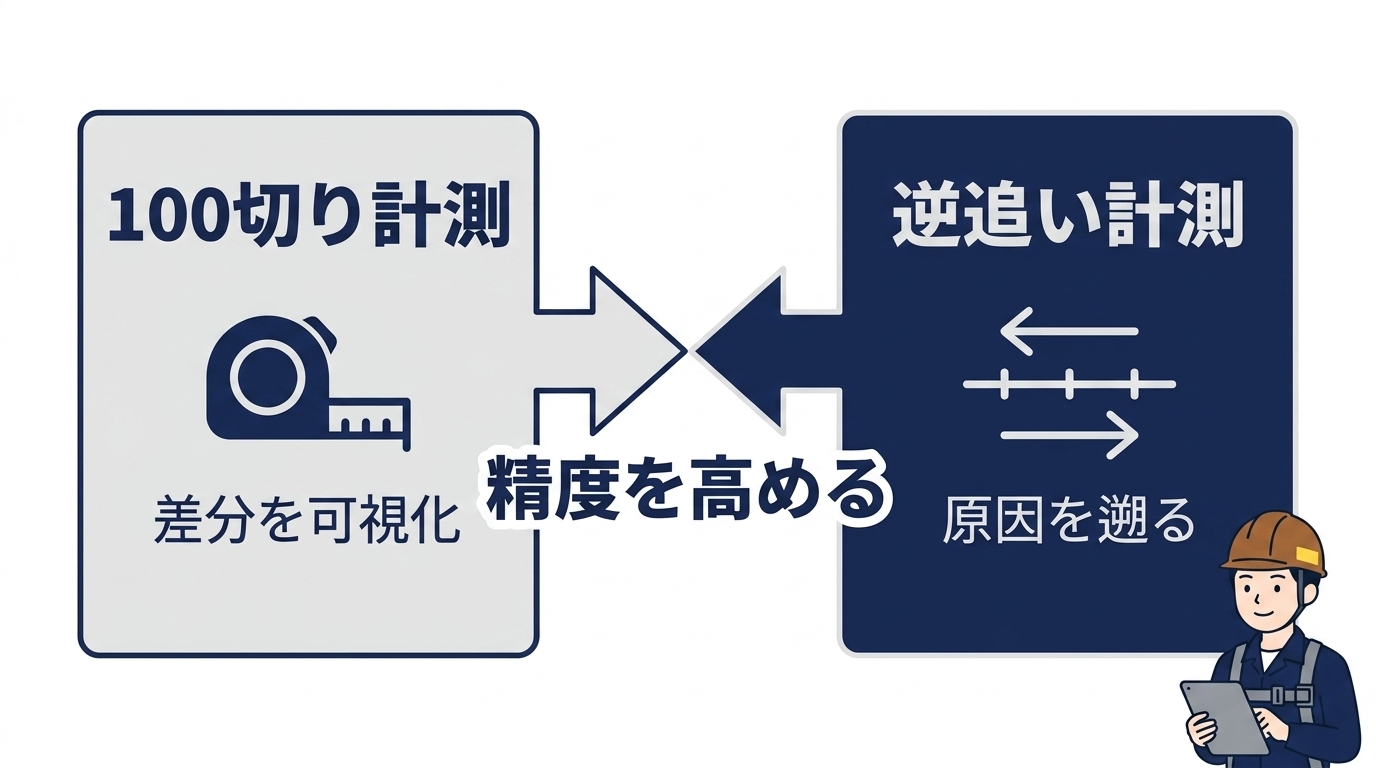
代表的な「100切り計測」と「逆追い計測」を確認しましょう。
100切り計測
コンベックス(メジャー)の先端にある爪は、押し当てても引っ掛けても測れるように「遊び」があるけれど、これが摩耗すると誤差の原因になるんだ。
そこでプロの現場では、先端のゼロ点を使わずに100ミリの目盛りから測り始める「100切り計測」が基本だよ。
100ミリを起点にすることで、爪のガタつきによる影響を完全に排除し、正確な寸法を出すことができるんだ。
 管理人:コンくん
管理人:コンくん100切り計測は、共に墨出しする相棒との確実な意思の疎通が重要だよ!
100切っていることを相手にしっかり伝えないと墨が100mmずれる!
現場あるあるだからね!要注意!
職長イワキさん100ミリ引き忘れは、100ミリ足し忘れは本当に多い失敗だ、
俺も新人の頃にやって顔が真っ青になったよ。
逆追い計測
起点から順番に墨を出していく「追い出し計測」だけでなく、終点から起点に向かって戻る「逆追い計測」を行うことも大切だね。
最初に出した基準墨から最後まで計測した後、今度は反対側の基準から逆向きに測って、数値がピタリと合うかを確認するんだ。もし数ミリの差が出たとしても、そこで誤差の存在を早期発見できるのがこの手法の最大のメリットだよ。
この「閉合確認」を習慣にしている現場は、大きなトラブルが起きにくいと断言できるね。
後輩ハルキ一度測って終わりじゃなく、戻って確認するのが確実なんですね!
基準線を守る振り分けと片寄せ
もし誤差が出てしまったとき、それをどう処理するかが腕の見せ所です。
ここでは「振り分け」と「片寄せ」の考え方について見ていきましょう。
芯出し作業
建物の中心線となる「通り芯」を出す作業は、すべての基準になるため最も慎重に行わなければならない。もし全体の寸法に数ミリの誤差が見つかった場合、どこか一箇所で調整する「片寄せ」は絶対NGだよ。
正しい方法は、誤差を複数のスパンに均等に分散させる「振り分け」を行うことなんだ。
2ミリのズレをそのままにせず、0.5ミリずつ4箇所に分けるといった工夫をすることで、仕上がりへの影響を最小限に抑えられるんだよ。
職長イワキさん誤差を「隠す」んじゃなくて、目立たないように「分ける」のが技術だ。
逃げ墨
実際の通り芯の上に墨を打つと、工事が進むにつれて柱や壁で見えなくなってしまうことが多い。
そこで、通り芯から一定の距離(500ミリや1000ミリ)を離した場所に「逃げ墨(返り墨)」を打っておくんだ。
これにより、構造物ができた後でも元の基準位置をいつでも正確に復元できるんだよ。
逃げ墨には「1000返り」などの数値を必ず明記して、誰が見てもその意味がわかるようにしておくことが、後続の職人さんへの思いやりになるんだね。
現場で役立つ逃げ墨のポイント
逃げ墨は、床だけでなく壁や柱にも転写しておくと便利です。
レーザー墨出し器やロボット技術を活用する場合でも、最終的な確認はこの逃げ墨を基準に行うため、消えないように保護しておくことが重要です。
後輩ハルキ逃げ墨は、いわば現場のバックアップデータみたいなものですね。
ミスを防ぐための防止方法
大きなトラブルを未然に防ぐには、事前の準備とコミュニケーションが欠かせません。
具体的にどのような対策が有効か確認していきましょう。
親墨の確認
現場全体の基準となる「親墨(基本墨)」が間違っていたら、その後の作業はすべて水の泡になってしまう。
墨出し作業を始める前には、必ず元請けの施工管理者と一緒に、親墨が設計図通りかを再確認しよう。
特に建物が階を重ねるごとに、基準を上層階へ転写する際にズレが生じやすいんだ。
親墨の精度を確認するひと手間を惜しまないことが、数千万円、数億円という巨額の補修費用を発生させないための最強の防衛策になるんだよ。
職長イワキさん親墨を疑う勇気を持つことも、優秀な技術者には必要なんだぞ。
合番の徹底
墨出しは決して一人で行う作業ではなく、異なる工種の職人さん同士が立ち会う「合番(あいばん)」が非常に重要だね。
例えば、型枠大工と鉄筋屋、設備業者が一堂に会して基準線を確認し合えば、認識のズレをその場で解消できるんだ。
自分たちだけが分かっていればいいという考えは捨てて、情報を共有し、相互にチェックする文化を作ろう。
風通しの良い現場ほど、不思議と墨出しのミスも少なく、仕上がりも綺麗になるものなんだよ。
後輩ハルキみんなで確認すれば、思い込みによるミスも防げそうですね!
間違いに気づいた時の対処手順
どんなに気をつけていても、人間だもの、間違いは起きる。
大切なのは、気づいた後の「初動」だよ。
正しい対処手順を覚えておこうね。
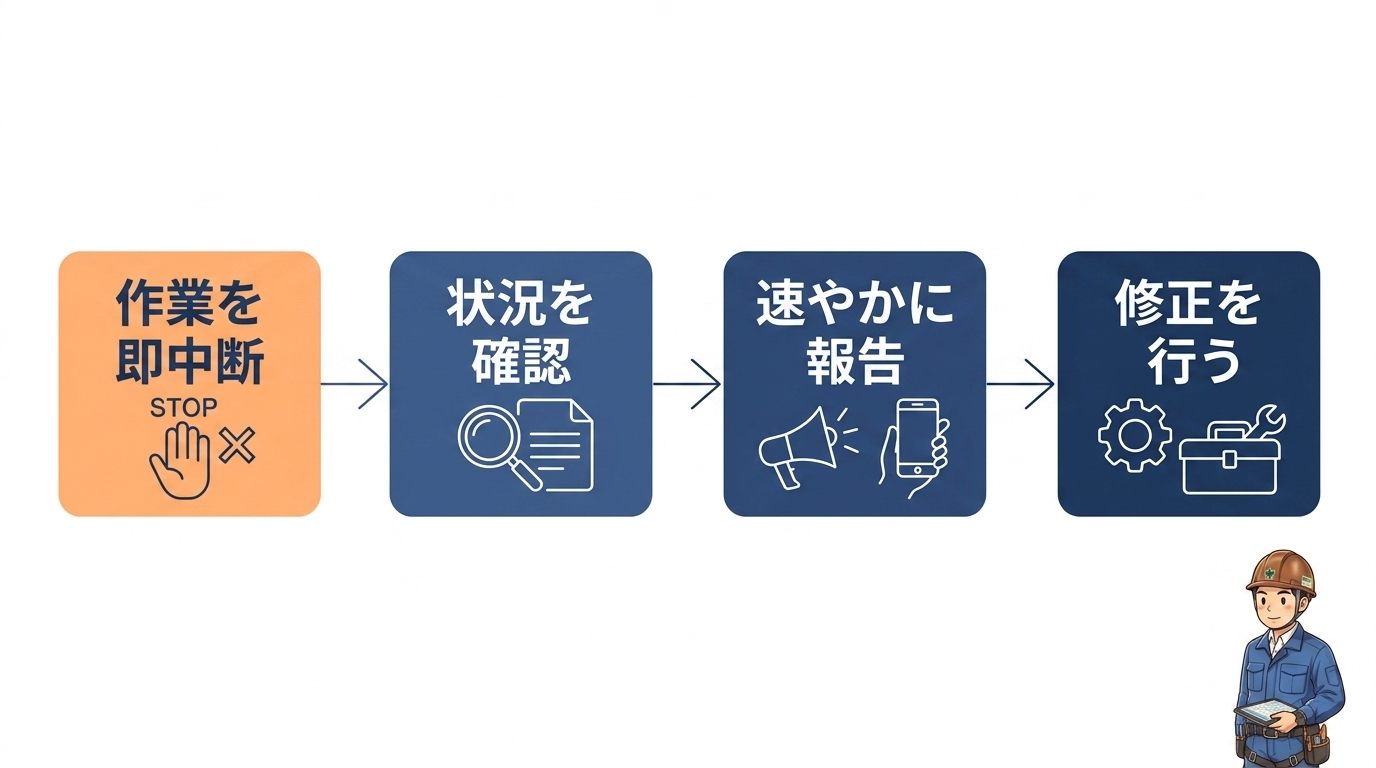
作業の中断
「おかしい」と感じた瞬間に手を止めることが、被害を最小限にする最大の秘策だよ。
少しの違和感を無視して進めると、後でコンクリートを壊すような大惨事になりかねないからね。
どこが、どの方向に、何ミリズレているのかを正確に計測して記録に残そう。
写真や図面への書き込みを使って、客観的なデータとして把握することが、次の判断に不可欠なんだ。
職長イワキさん止まるのは勇気がいるが、進み続けるより100倍マシなんだ。
修正の報告
間違いを把握したら、すぐに上司や現場所長にありのままを報告しよう。
怒られるのが怖くて隠そうとするのが一番の罪だし、結局は隠し通せるものじゃないんだ。
公共建築工事標準仕様書などにある許容差の範囲内かどうかを専門家と協議し、最適な修正方法を決めようね。
修正が終わったら再度計測を行い、間違いが完全に解消されたことを自分の目で確認して、初めて次の工程へバトンタッチするんだよ。
【補足】許容誤差の目安
国土交通省の公共建築工事標準仕様書によると、コンクリート部材の位置のズレは±10mm以内とされています。しかし、墨出し自体は±2〜3mm程度のより厳しい精度で管理することが一般的です。
後輩ハルキ正直に報告して、みんなで解決策を考えるのがプロの道ですね。
墨出しに関するQ&A
最後に、若手技術者や職人さんが現場で抱きやすい疑問について、Q&A形式でまとめておきます。
困ったときの参考にしてくださいね。
職長イワキさん技術が進歩しても、最後を支えるのはお前たちの「確認する力」なんだ。
ハルキ、今日教えたことは地味に聞こえるかもしれないが、現場の根幹を支える一番大切な知恵なんだ。
誤差と向き合うことは、自分の仕事の責任を引き受けることでもある。
一つひとつの墨を「次の職人さんへのメッセージ」だと思って丁寧に打っていけば、必ず周りから信頼される立派な技術者になれる。
失敗を恐れず、でも細心の注意を払って、明日の現場も誇りを持って取り組んでこいよ!
応援してるぞ!